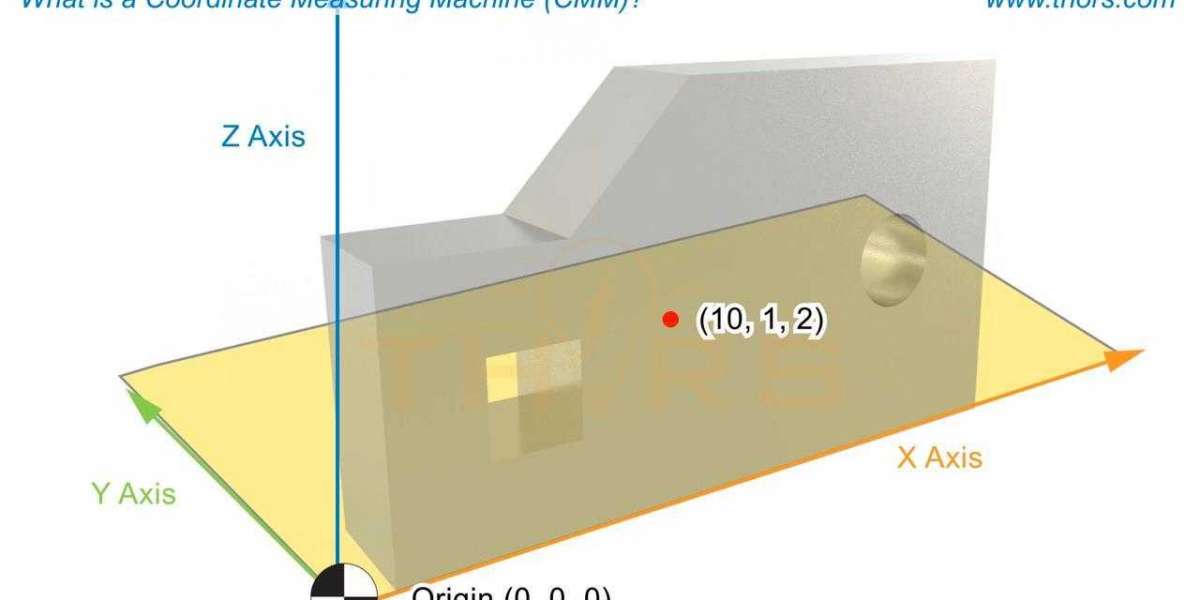
The Coordinate Measuring Machine, also known as a CMM, has been around for more than 35 years in its current iteration, which is the form that it is currently found in. In spite of the fact that over the course of time, both speed and accuracy have increased, there has been absolutely no change to the footprint. The X-Y measurement volume of a bridge CMM with typical dimensions of 7.10.7 (700mm x 1000mm x 700mm) is only about 25% of the overall footprint of the instrument. As a result of this, it is possible to draw the conclusion that the CMM uses up a sizeable portion of the space that is available on the bridge. The typical CMM controller as well as the workstation that is included with it both contribute to the increased size of the bridge CMM. The bridge CMM also has a larger footprint than other CMMs. The fact that the bridge CMM is now significantly larger makes it significantly more difficult to transport. The current trend of bringing measurements closer to the production process is making it increasingly important to transport CMM measurements out of the measurement lab. This is because bringing measurements closer to the production process will result in increased accuracy.
This is due to the fact that the manufacturing process is typically carried out in isolated locations. Because there is a never-ending lack of space on the factory floor, the conventional foot print of a bridge coordinate measuring machine (CMM) might present an increasing number of challenges. The current trend of moving the coordinate measuring machine (CMM) to the factory floor in order to speed up production has resulted in an increase in the number of shop-friendly coordinate measuring machines (CMMs) that are available. This increase occurred over the course of the past few years. This was done to fulfill the ever-increasing demand for more rapid production, and it was successful. Cantilever structures were quite common in the 1980s; however, cmm services ever since bridge structures took the lead in the construction industry, cantilever structures have nearly disappeared from the market entirely. One particular kind of construction can be found in almost all of them, and that's the case here. The Zeiss Duramax, which is built with a cantilever construction, has a footprint efficiency that is noticeably superior to that of its predecessor. This is because when it comes to measuring volume, a significantly larger proportion of the total floor area that it occupies is utilized.
Because its frame is open, it is also simple to automate, which is one factor that contributes to how straightforward this process can be. Those who worked in the CMM industry throughout the course of the 1990s became increasingly skilled at compensating for errors as the decade progressed. The fact that this is the case demonstrates that cantilever coordinate measuring machines (CMMs) now have the same level of accuracy as bridge machines. In more recent times, brand-new and innovative CMM structure configurations have been introduced to the market. These configurations are at the cutting edge of the industry. These designs include the delta structure, which was the first to be used in the 3D printing business, the hexapod, and smaller gantry-style arrangements. The delta structure was the first to be used in the 3D printing business. In the field of 3D printing, the delta structure was the very first one to be utilized. The Equator machine range produced by Renishaw is the one that is responsible for making the coordinate measuring machine (CMM) suitable for use as a production gauge. The Equator Gauging System is a forward-thinking new method of measurement that is versatile enough to be applied in a wide variety of settings due to its adaptability.
This is accomplished by comparing newly manufactured components to a master component that has already been established and serves as a point of reference. This comparison is done after the components have been through the manufacturing process. The only thing that is required to start the process of re-mastering is to take the temperature of an item that is currently being manufactured. Once the temperature of the shop floor has been measured, any changes in that temperature are immediately taken into account. Equator systems are put to use in production facilities that need to be able to function effectively across a broad temperature range. Simply re-mastering the system will cause it to become re-zeroed, at which point it will be ready to have its measurements compared to those of the component master. Re-zeroing the system will cause it to become ready for comparison with the component master. Bringing the absolute precision of a traditional coordinate measuring machine (CMM) down to the level of a shop floor machine is possible with the help of the Equators CMM Compare software. The measurements obtained with an equator gauge can be related to a conventional coordinate measuring machine (CMM) as a result of this.
Every component that is used in the process of manufacturing has the possibility of developing into a master part at some point in the future. TEMPO is the name of a brand-new robotic component loading system that was developed and released by the Manufacturing Intelligence division of Hexagon. Hexagon is the company that came up with this system, which was designed for use with coordinate measurement machines (CMMs), and it was developed. The purpose of this method is to assist producers in continuing the number of inspections without the presence of an operator being required for each individual inspection. Both newer and more established CMMs are suitable for use with TEMPO's ability to automatically load, queue, and unload components. In the event that operators are required to step away from the CMM in order to attend to other responsibilities, or in the event that there is no one present during the night shift when measurements need to be taken, the system may be programmed to automatically collect measurements. Alternatively, in the event that there is no one present during the night shift when measurements need to be taken, the system may collect measurements automatically.
As a result of this, we are able to make better use of the resources at our disposal. The TEMPO solution, which was developed by Universal Robots and makes use of a collaborative robot, is already operational and ready to be used. This was accomplished through the use of a collaborative robot. having access to anywhere from three to six loading drawers at any given time is a convenient option. Each loading drawer has a storage capacity that is equal to 0.3 square meters, and they are able to carry a maximum combined weight of 100 kilograms worth of components. cmm services (get more) is simple to make changes to the system, which enables it to work with the customer's operations while utilizing components that are new to those operations. In addition, the system can be set up in a short amount of time, meaning that there is no requirement for downtime.